



1、安装步骤如下
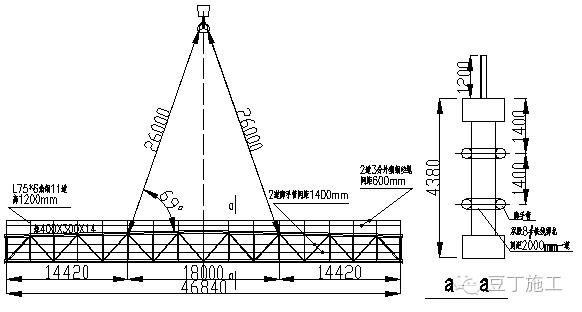
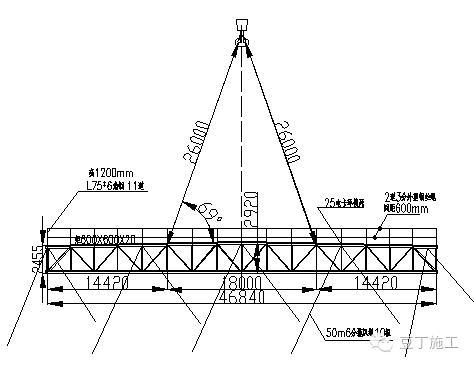
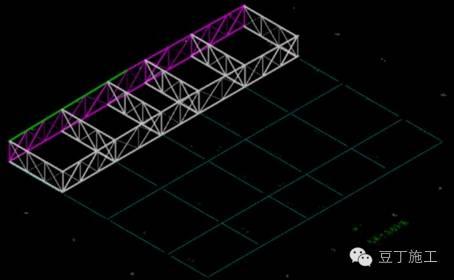
(1)主桁架吊装,两点起吊,单机旋转就位。吊车起吊主桁架至1m左右高度时进行桁架调平,以便吊装构件顺鞥利就位。由于桁架截面较大,起吊前的翻起过程容易产生平面内失稳(即腹杆受弯变形),故应预先采取加固措施,即用脚手管顺着桁架方向架设两道加固杆。如下图
(2)正式吊装前必须进行试吊,并做好相应的安全准备加设保险钢丝绳,防止意外。吊车抬吊,使得构件离开地面200mm后静置5分钟,以便认真检查承压地面、吊点位置、吊索连接等各个受力部位的实际状况,并确认无误后方可开始吊装工作。吊装就位后进行初步矫正,并拉设风缆绳及角钢支撑临时固定。
(3)主桁架找正:包括平面位置、垂直度和标高的找正。
1)平面的找正:在支座安装时完成。
2)标高的找正:一端在支座安装时进行,另一端通过在临时支撑胎架上加设垫板调整。
3)垂直度的找正:采用缆风绳校正法进行,主桁架的垂直度不能同时
向一个方向偏差。
(4)主桁架的稳定性
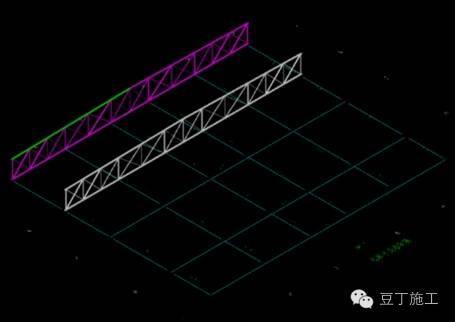
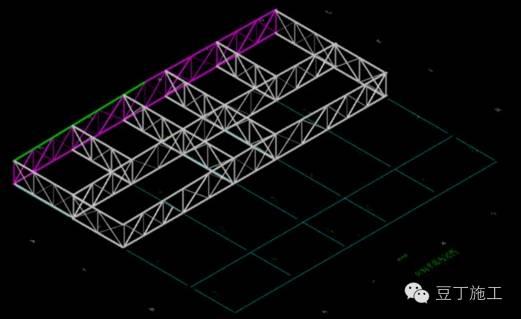
第一品主桁架安装就位后及时拉设风缆绳,并采取相应措施进行临时稳定,在第二品主桁架就位后及时进行次桁架施工,及时与第一品主桁架进行焊接固定。
(5)按照第一品顺序安装相邻桁架
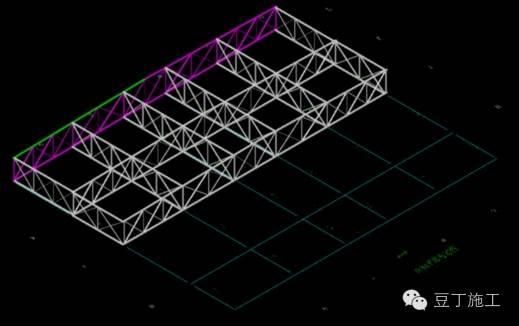
(6)次桁架的安装需在相邻两榀主桁架焊接完成后进行
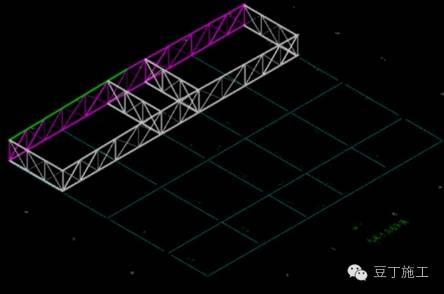
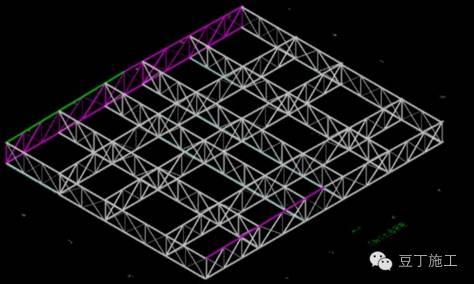
(7)依次完成施工区域内主次桁架的安装,直至完成单区域内主次桁架安装、焊接工作并进行全面检查,符合设计规范要求。
内部节点展示
2、钢桁架安装的允许偏差见表
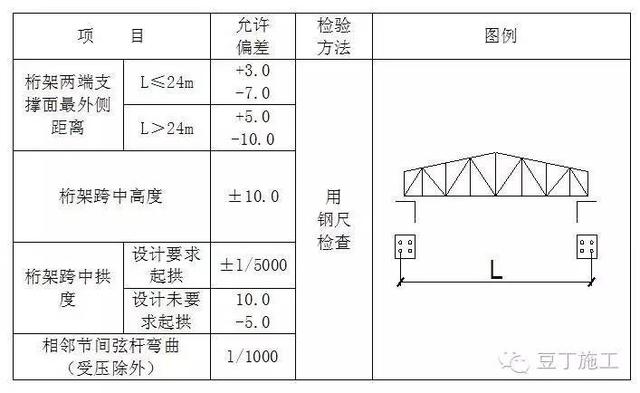
注:项目中的尺寸以㎜为单位。
3、焊缝外观检验允许偏差或质量标准见表
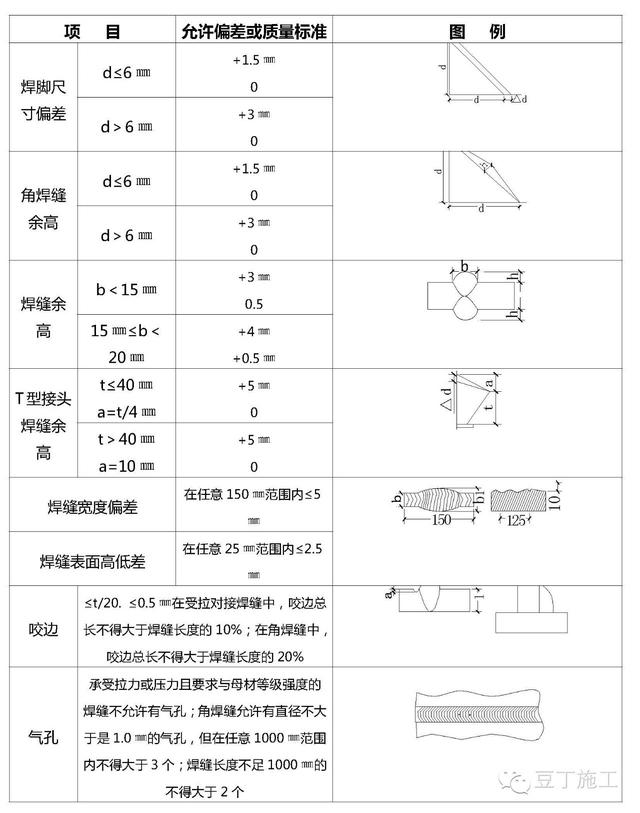
注:焊缝无损检测,设计要求全焊透的焊缝,其内部缺陷的检验应符合下列要求:
(1)一级焊缝应进行100%的检查,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB 11345)B级检验的Ⅱ级及Ⅱ以上;
(2)二级焊缝应进行抽检,抽检比例应不小于20%,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB 11345)B级检验的Ⅲ级及Ⅲ以上;




