型钢混凝土结构
1.1 材料:高强度螺栓、冲钉、安全螺栓、焊条、焊丝。
1.2 工具:钢丝刷、扳手、电动定扭矩扳手、焊机。
1.3 工序:连接面清理→临时固定→高强度螺栓固定→对接焊缝。
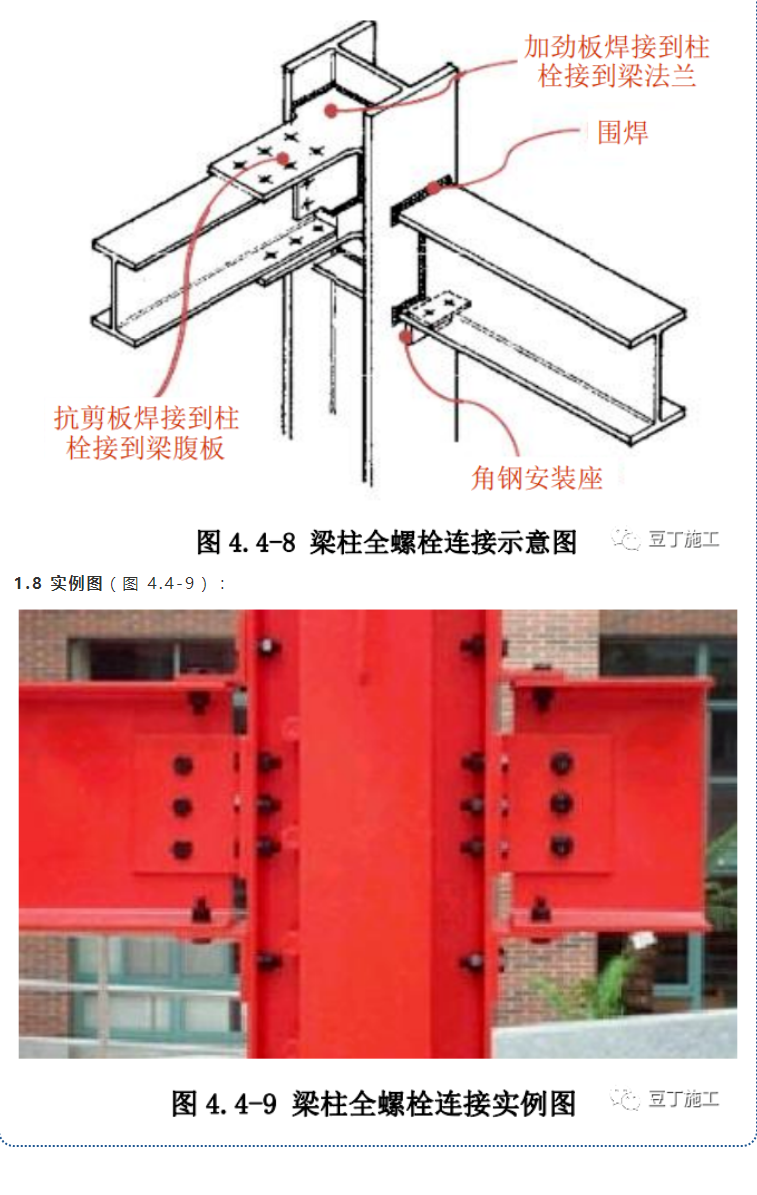
1.4 工艺方法:梁柱对接分全螺栓、全焊接、栓焊组合三种方式,全焊接连 接时,在柱面弹水平和竖向控制线。用钢丝刷将梁柱对接处清理干净,摩擦面清 刷方向应与摩擦受力方向垂直,孔边毛刺必须彻底清理。吊装就位后,螺栓连接 用冲钉和安全螺栓临时固定。用电动定扭矩扳手施工高强度螺栓(替换安全螺 栓)。按照先下翼缘后上翼缘的顺序焊接钢梁,同一根梁钢梁两端不能同时施焊。
1.5 控制要点:摩擦面、施拧扭矩。
1.6 质量要求:螺栓扭矩及焊缝等级达到设计要求,无扩孔、错孔现象。
1.7 做法详图(图 4.4-8):
铝合金结构
1 铝合金焊接
1.1 材料:焊条、焊丝、零部件。
1.2 工具:焊机、丙酮或四氯化碳、石墨板。
1.3 工序:坡口开设→垫板固定→清理焊接面→预热处理→施焊→清理
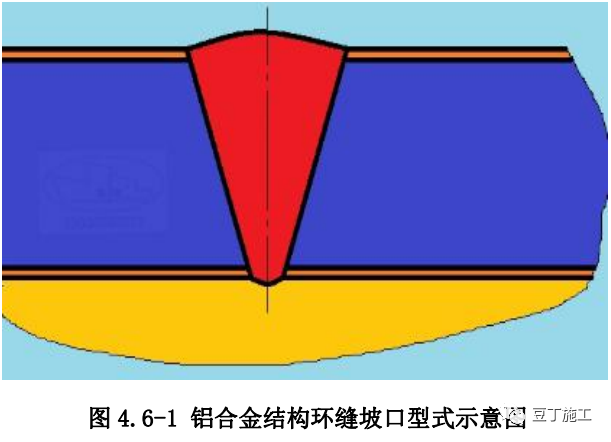
1.4 工艺方法:在工厂对开设 55o 的单边坡口,35o 的双边坡口。焊前对坡 口清理打磨,清理焊缝区的氧化膜及油污等杂质。石墨板托住熔池及附近金属。采用火焰或电加热器对焊接坡口 1.5 倍板厚且不小于 100mm 范围进行预热。施 焊的电流、速度、焊枪角度等参数由试验确定。焊缝完成后清理飞溅。
1.5 控制要点:对接焊缝。
1.6 质量要求:焊接均匀、平直、饱满,成形美观。
1.7 做法示意图(图 4.6-1):
1.8 实例图(图 4.6-2):

2 铝合金框架结构安装
2.1 材料:铝合金柱、铝合金梁。
2.2 工具:经纬仪、电动定扭矩扳手、扳手。
2.3 工序:支座定位及固定→节点定位→安装铝合金主体结构构件→节点板 固定→安装屋面板。
2.4 工艺方法:铝合金结构吊装前清除其表面的油污、冰雪、泥沙和其他污 染物,并对建筑物的定位轴线、基础轴线和标高、地脚螺栓位置等进行检查。铝 合金安装方法分扩大拼装单元法、整体吊装法、高空散装法四种方式。对称安装 构件和节点,屋面板的压条螺栓按顺序、同方向、分数次拧紧。安装单元形成空 间稳定体系,进行校正与固定(或临时固定)。
2.5 控制要点:拼装顺序、测量控制
2.6 质量要求:主体结构整体垂直度单层为≤H/1500,且≤8.0mm;主体结构 的整体平面弯曲≤L/1500,且≤25.0mm。
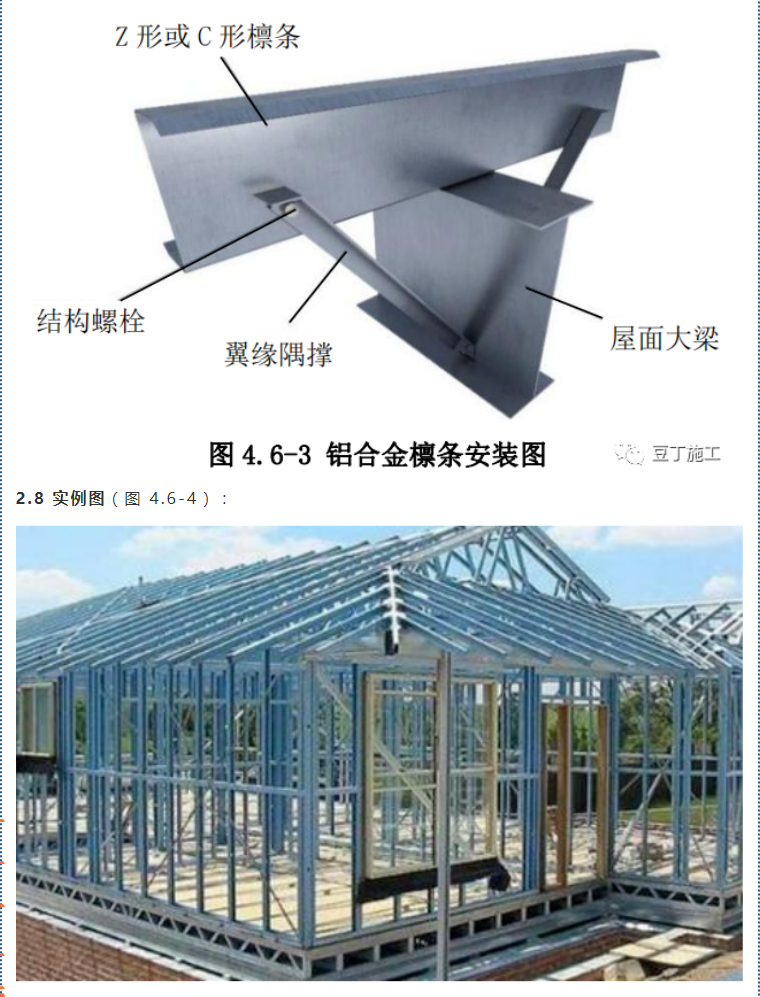
2.7 做法详图(图 4.6-3):
木结构
1.1 材料:方木、原木、配件。
1.2 工具:锤、墨线、经纬仪、刨子、钉子。
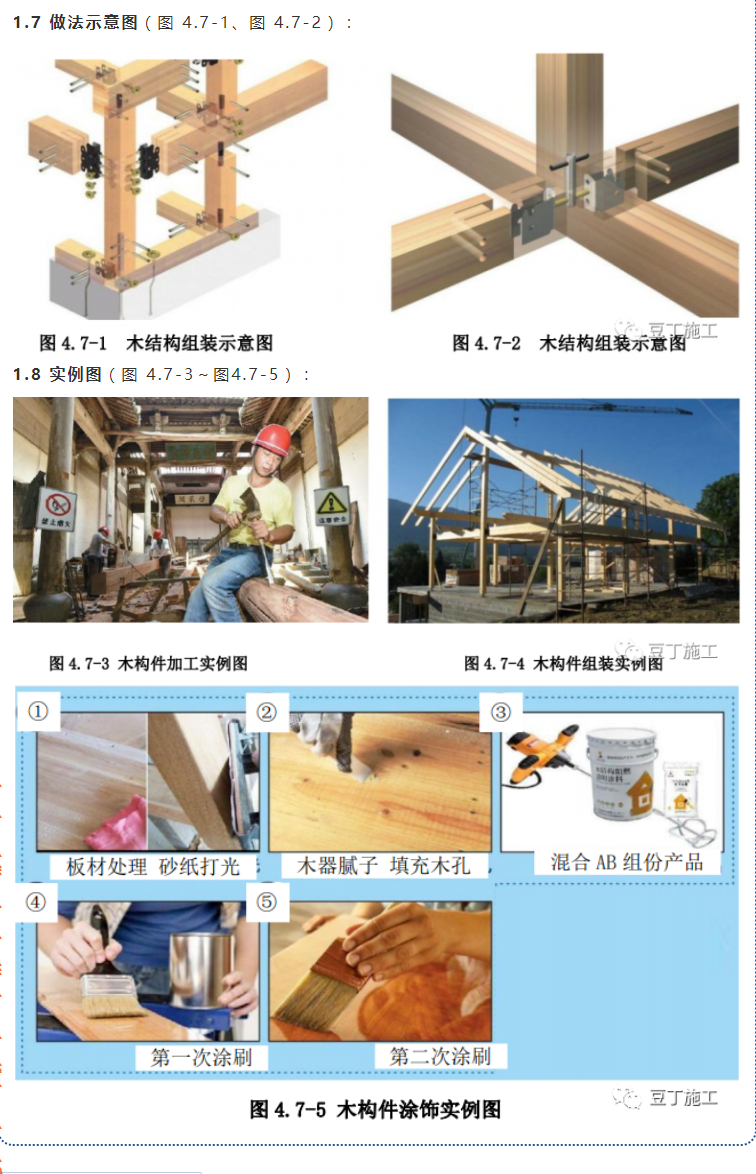
1.3 工序:材料准备→构件加工制安→木构件组装→木结构涂饰。
1.4 工艺方法:木构件根据施工图要求进行下料加工,并根据不同加工精度 留足加工余量,加工后的木构件及时核对规格及数量,分类堆放整齐,采取防变 形措施;屋架、梁、柱的支座部位应按设计要求或施工规范防腐处理;清除木材 面毛刺、污物,用砂布打磨光滑,再进行涂饰施工。
1.5 控制要点:构件加工质量、架和梁柱安装质量、涂饰质量。
1.6 质量要求:构件加工质量符合规范;结构中心线距离偏差±20 以内,柱 的垂直度≤H/200 和 15mm,木平台平整度偏差在±2 以内;涂饰表面光亮、光滑、 线条平直,不脱皮、漏刷、流坠和皱皮。
1.7 做法示意图(图 4.7-1、图 4.7-2):