



在建筑钢结构制造过程中,我们时常会遇到十字梁/柱的焊接,此类钢结构截面不大,施焊空间较小,技术质量上往往要求焊接接头全熔透。狭窄的作业空间造成操作者施焊、清根、打磨、探伤、返修等工序的诸多不便,导致产品质量不稳定。作为一名焊接工艺技术人员,应及时更新采用新的工艺方法及措施,改变作业环境和条件保障焊接质量。
在现有焊接技术、设备条件、焊接材料的背景条件下,我个人建议采用陶瓷衬垫、CO2气体保护焊(GMAW或FCAW)和埋弧自动焊(SAW)工艺方法,制订十字梁/柱评定任务书,检验焊接接头的工艺性能及机械性能,从而编制焊接工艺指导十字梁/柱生产制作。下面谈谈如何编制十字梁/柱焊接工艺评定指导书。
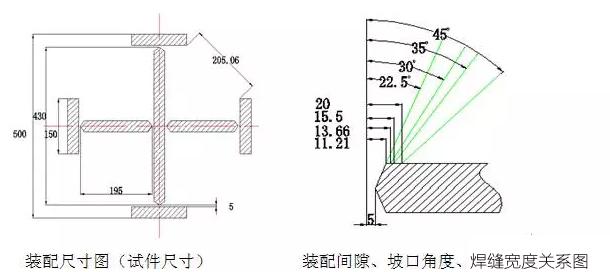
步骤1:参考十字梁/柱工艺图纸的材料要求、装配尺寸要求,我们根据十字梁/柱间隙、坡口角度、焊缝宽度关系(见下图),选择材料及板厚、合理的破口角度、钝边及装配间隙。
步骤2:选择焊接材料、设备、焊接位置
1.基本金属:Q345C+ Q345C δ=30mm
2.焊接方法:CO2气体保护焊(GMAW)+埋弧自动焊(SAW)
3.焊接材料:武汉天高陶瓷衬垫(与坡口型号匹配)
大西洋CHW-50C6 φ1.2mm H08MnA φ4.0mm 焊剂 HJ431
4.焊接位置:平角焊
5.焊接设备:KR500(松下) HM1000(运达)
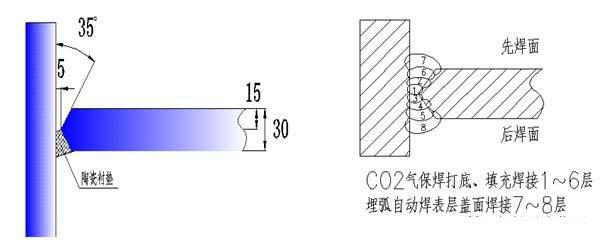
步骤3:制订接头装配及焊接层次工艺要求示意图
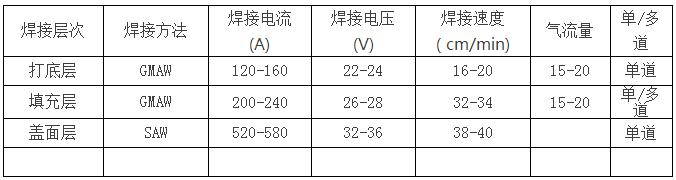
步骤4:制订焊接工艺参数
步骤5:制订焊接工艺项目及执行标准
1.外观检验:执行GB50205-2001一级
2.无损检测:UT执行GB11345-98 Ⅰ级
3.拉伸:1个
4.弯曲:1个
5.冲击:6个(0℃)
6.硬度:1个
7.执行《焊接接头力学性能试验方法》(GB2649~2654)的规定
步骤6:十字梁/柱焊接工艺评定说明
1. 焊接前试件焊缝区域砂轮打磨露出金属光泽。
2. 点固焊在先焊面焊接,反面打磨与坡口根部平齐,正面打磨呈平滑过渡状。
3. 陶瓷衬垫粘贴处油污、铁锈、灰尘必须处理干净,张贴后衬垫背面需有压紧措施。
4. CO2气保焊打底、填充正反面交替焊接,埋弧自动焊表层盖面。
5. 焊接过程中注意清理层间飞溅、熔渣等杂物。
6. 焊接前必须在十字梁端部做好检测基准线,以检测焊接后的收缩变形数据,为后期十字梁制作,提供相关的依据。
7. 工艺评定焊接人员要督促焊接人员填好焊接记录表。
8. 质量检查员要做好VT、CT焊缝外观检查纪录。
9. 焊接前通知工艺技术人员现场指导。
步骤 7:十字梁/柱焊接接头UT检验并出具报告(需具备NDT资质机构)
步骤8:十字梁/柱焊接接头机械性能送检并出具报告(需具备检验资质机构)
步骤9:焊接工艺技术人员依据检验报告结果,编制焊接工艺及规程,并下发生产单位,指导十字梁/柱现场生产制作。




