(一)钢筋冷拉
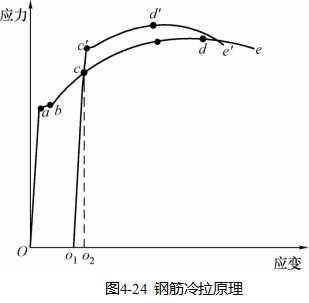
1.钢筋的冷拉原理
钢筋冷拉原理如图4-24所示。
2.冷拉控制
钢筋冷拉控制可以用控制冷拉应力和控制冷拉率的方法。冷拉控制应力值如表4-7所示。

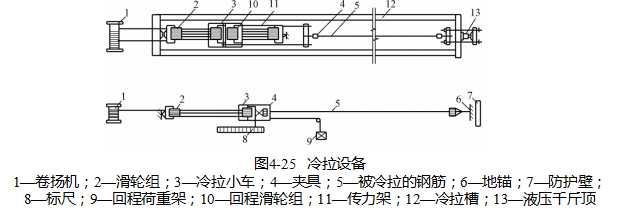
3.冷拉设备
钢筋冷拉可用卷扬机或长行程液压千斤顶进行,目前多采用卷扬机进行。用卷扬机冷拉时,其主要设备有卷扬机、滑轮组、承力结构、回程装置、测量设备和钢筋夹具组成,其整体结构如图4-25所示。
4.钢筋的冷拉计算
钢筋的冷拉计算包括冷拉力、拉长值、弹性回缩值和冷拉设备选择计算。
(1)冷拉力Ncon计算。冷拉力计算的作用有两方面:①确定按控制应力冷拉时的油压表读数;②作为选择卷扬机的依据。
冷拉力应等于钢筋冷拉前截面积As乘以冷拉时控制应力σcon,即Ncon=Asσcon
(2)计算拉长值ΔL。钢筋的拉长值应等于冷拉前钢筋的长度L与钢筋的冷拉率δ的乘积,即 ΔL=Lδ
(3)计算钢筋弹性回缩值ΔL1。根据钢筋弹性回缩率δ1(一般为0.3%左右)计算,即:ΔL1=(L+ΔL)δ1
则钢筋冷拉完毕后的实际长度为:L′=L+ΔL-ΔL1
(4)冷拉设备的选择及计算。设备的冷拉能力要大于钢筋冷拉时所需的最大拉力,同时还要考虑滑轮与地面的摩擦阻力及回程装置的阻力,一般取最大拉力的1.2~1.5倍。
卷扬机、滑轮组冷拉设备的拉力:Q =T/K′-F
式中,T为卷扬机拉力(kN);
F为设备阻力(kN),取5~10 kN;
K′为滑轮组的省力系数。K′可按下式计算或查表4-9。
K′=[f n-1(f-1)/(f n-1)]
式中,f为单个滑轮阻力系数(青铜轴套为1.04);
n为滑轮组的工作线数。
承力结构可采用地锚,测力装置可采用弹簧测力计、电子称或带油表的液压千斤顶。测力计负荷Fp,当在张拉端时:
Fp=(1- K′)(N+F)
当在固定端时:Fp=N-F
式中,N为钢筋的冷拉力(kN)。
5.冷拉钢筋注意事项
冷拉钢筋需注意的事项主要有以下几方面:
(1)预应力钢筋宜采用控制应力法。对不能分清炉批的钢筋,不应采用控制冷拉率的方法进行冷拉。
(2)钢筋的冷拉速度不宜过快,一般以0.5~1.0 m/min为宜,待拉到规定的控制应力后,须稍停1~2 min后再放松。
(3)钢筋冷拉可在负温下进行,温度不宜低于-20 ℃。当采用控制应力方法时,冷拉控制应力较表4-7提高30 MPa;当采用控制冷拉率方法时则与常温相同。
(4)当采用控制应力方法冷拉钢筋时,对使用的测力计应经常维护,定期校验。
(5)冷拉后钢筋表面不得有裂纹或局部紧缩现象,并应按规范要求做拉伸试验和冷弯试验,其力学性能应符合表4-6的规定。
(6)冷拉中应注意安全,正对钢筋的两端严禁站人或者走动,以防钢筋断裂回弹伤人。
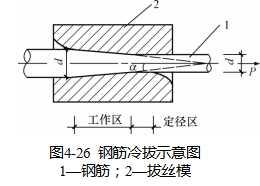
(二)钢筋冷拔
冷拔是将Φ6~10 mm的HPB235级光圆钢筋在常温下强力拉过拔丝模孔(如图4-26所示)。
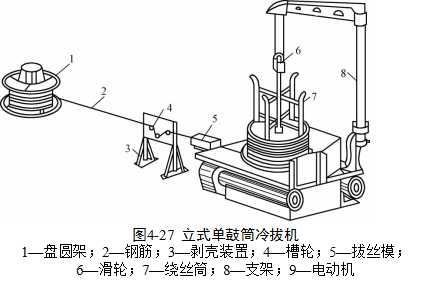
冷拔用的拔丝机有立式(图4-27所示)和卧式两种。其鼓筒直径一般为500 mm。冷拔速度约为0.2~0.3 m/s,速度过大易断丝。
钢筋冷拔的工艺过程为:轧头→剥壳→通过润滑剂进入拔丝模拔丝。如钢筋需连接则应在冷拔前用对焊连接。
冷拔次数一般不宜过多,一是影响生产效率;二是钢丝会发脆,对伸长率有影响,但冷拔次数过少,每次压缩量过大,也易发生断丝和设备安全事故。根据经验一般前道钢丝直径和后道钢丝的直径之比以1∶1.15为宜。如Φ8拔至Φ5,冷拔过程可为Φ8→Φ7→Φ6.3→Φ5.7→Φ5。如由Φ6.5拔至Φ4,可为Φ6.5→Φ5.7→Φ5→Φ4.5→Φ4。
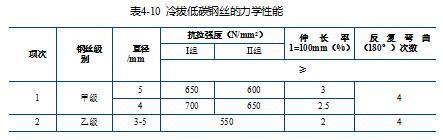
冷拔低碳钢丝的质量应符合表4-10的要求。
(三)钢筋的其他加工方法
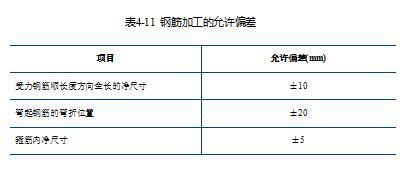
除冷加工外,钢筋的加工还有除锈、调直、下料剪切及弯曲成型。钢筋加工的形状、尺寸应符合设计要求,其偏差应符合表4-11的规定。
1.除锈
钢筋除锈一般可以通过以下两个途径:
(1)少量的钢筋局部除锈可采用电动除锈机或人工用钢丝刷、砂盘以及喷砂和酸洗等方法进行。
(2)大量钢筋除锈可通过钢筋冷拉或钢筋调直机调直过程中完成。
2.调直
钢筋调直宜采用机械方法,也可以采用冷拉。对局部曲折、弯曲或成盘的钢筋在使用前应加以调直。钢筋调直方法很多,常用的方法是使用卷扬机拉直和用调直机调直。
3.切断
切断前,应将同规格钢筋长短搭配,统筹安排,一般先断长料,后断短料,以减少短头和损耗。钢筋切断可用钢筋切断机或手动剪切器。
4.弯曲成型
钢筋弯曲的顺序是画线、试弯、弯曲成型。画线根据不同的弯曲角在钢筋上标出弯折的部位,以外包尺寸为依据,扣除弯曲量度差值。钢筋弯曲有人工弯曲和机械弯曲。
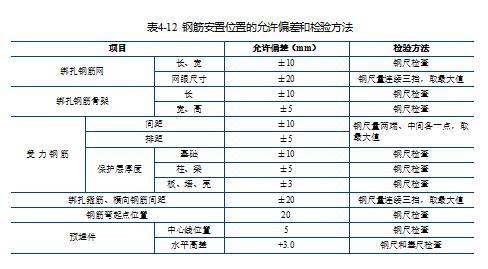
(四)安装检查
钢筋安置位置的偏差应符合表4-12的规定。