



1、钢构件焊接工程
1.1 焊条、焊丝、焊剂、电渣焊熔嘴等焊接材料与母材的匹配应符合设计要求及国家现行行业标准《建筑钢结构焊接技术规程》JGJ81的规定。焊条、焊剂、药芯焊丝、熔嘴等在使用前,应按其产品说明书及焊接工艺文件的规定进行烘焙和存放。
注:焊接材料对钢结构焊接工程的质量有重大影响。其选用必须符合设计文件和国家现行标准的要求。对于进场时经验收合格的焊接材料,产品的生产日期、保存状态、使用烘焙等也直接影响焊接质量。本条即规定了焊条的选用和使用要求,尤其强调了烘焙状态,这是保证焊接质量的必要手段。
1.2 焊工必须经考试合格并取得合格证书。持证焊工必须在其考试合格项目及其认可范围内施焊。
注:在钢结构工程施工焊接中,焊工是特殊工种,焊工的操作技能和资格对工程质量起到保证作用,必须充分予以重视。本条所指的焊工包括手工操作焊工、机械操作焊工。从事钢结构工程焊接施工的焊工,应根据所从事钢结构焊接工程的具体类型,按国家现行行业标准《建筑钢结构焊接技术规程》JGJ81等技术规程的要求对施焊焊工进行考试并取得相应证书

1.3 施工单位对其首次采用的钢材、焊接材料、焊接方法、焊后热处理等,应进行焊接工艺评定,并应根据评定报告确定焊接工艺。
注:钢结构工程中的焊接节点和焊接接头不可能进行现场实物取样检验,而探伤仅能确定焊缝的几何缺陷,无法确定接头的理化性能。为保证工程焊接质量,必须在构件制作和结构安装施工焊接工艺规范。本条规定了施工企业必须进行工艺评定的条件,施工单位应根据所承担钢结构的类型,按国家现行行业标准《建筑钢结构焊接技术规程》JGJ81等技术规程中的具体规定进行相应的工艺评定。
1.4 设计要求全焊透的一、二级焊缝应采用超声波探伤进行内部缺陷的检验,超声波探伤不能对缺陷作出判断时,应采用射线探伤,其内部缺陷分级及探伤方法应符合现行国家标准的规定。
焊接球节点网架焊缝、螺栓球节点网架焊缝及圆管T、K、Y形点相贯线焊缝,其内部缺陷分级及探伤方法应分别符合国家现行标准的规定。见表3.4.5
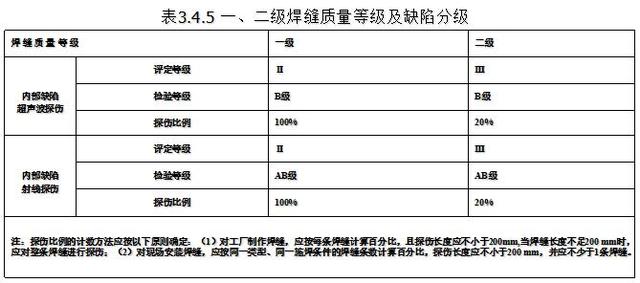
注:规范规定要求全焊透的一级焊缝100%检验,二级焊缝的局部检验定为抽样检验。钢结构制作一般较长,对每条焊缝按规定的百分比进行探伤,且每处不小于200mm的规定,对保证每条焊缝质量是有利的。但钢结构安装焊缝一般都不长,大部分焊缝为梁一柱连接焊缝,每条焊缝的长度大多在250-300mm之间,采用焊缝条数计数抽样检测是可行的。
1.5 T形接头、十字接头、角接接头等要求熔透的对接和角对接组合焊缝,其焊脚尺寸不应小于t/4;设计有疲劳验算要求的吊车梁或类似构件的腹板与上翼缘连接焊缝的焊脚尺寸为t/2,且不应小于10mm。焊脚尺寸的允许偏差为0-4 mm。
1.6 焊缝表面不得有裂纹、焊瘤等缺陷。一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷。且一级焊缝不许有咬边、未焊满、根部收缩等缺陷。
注:由于一、二级焊缝的重要性,对表面气孔、夹渣、弧坑裂纹、电弧擦伤应有特定不允许存在 的要求,咬边、未焊满、根部收缩等缺陷对动载影响很大,故一级焊缝不得存在该类缺陷。
1.7 对于需要进行焊前预热或焊后热处理的焊缝,其预热温度或后热温度应符国家现行有关标准的规定或通过工艺试验确定。预热区在焊道两侧,每侧宽度均应大于焊件厚度的1.5倍以上,且不应小于100 mm;后热处理应在焊后立即进行,保温时间应根据板厚按每25 mm板厚1h确定。
注:焊接预热可降低热影响区冷却速度,对防止焊接延迟裂纹的产生有重要作用,焊缝后热处理主要是对焊缝进行脱氢处理,以防止冷裂纹的产生,后热处理的时机和保温时间直接影响后热处理的效果,因此应在焊后立即进行,并按板厚适当增加处理时间。
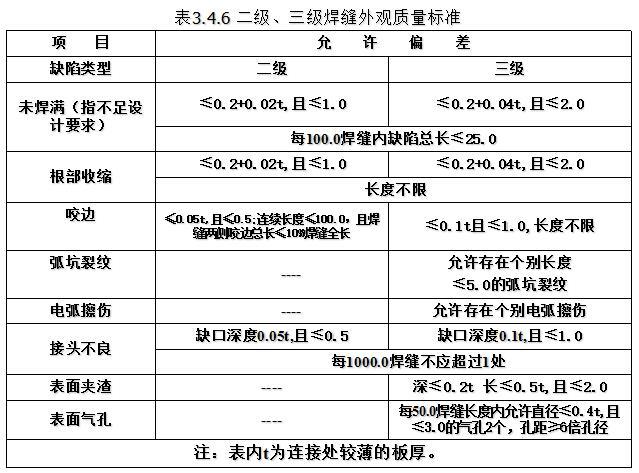
1.8 二级、三级焊缝外质量标准应符合表3.4.6的规定。三级对接焊缝应按二级焊缝标准进行外观质量检验。
1.9 焊缝尺寸允许偏差应符合表3.4.7规定。
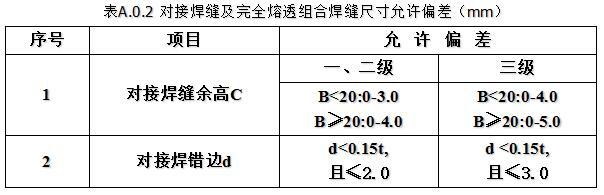
注:未焊满、咬边、电弧擦伤等缺陷对动载结构是严禁的,在二、三级焊缝中应限制在一定范围内。对接焊缝的余高、错边,部分焊透的对接与角接组合焊缝及角焊缝的焊脚尺寸、余高等外型尺寸偏差也会影响钢结构的承载能力。
1.10 焊出凹形的角焊缝,焊缝金属与母材间应平缓过渡;加工成凹形的角焊缝,不得在其表面留下切痕。
1.11 焊缝感观应达到:外形均匀、成型较好,焊道与焊道、焊道与基本金属间过渡过较平滑,焊渣和飞溅物基本清除干净。
2、焊钉焊接工程
2.1 施工单位对其采用的焊钉和钢材焊接应进行焊接工艺评定,其结果应符合设计要求和国家现行有关标准的规定。瓷环应按其产品说明书进行烘焙。
2.2 焊钉焊接后应进行弯曲试验检查,其焊缝和热影响区不应有肉眼可见的裂纹。
2.3 焊钉根部焊脚应均匀,焊脚立面的局部未熔合或不足360º的焊脚应进行修补。




