钢筋调直分为人工调直和机械调直。
1.人工调直
人工调直常采用调直台调直、手绞车调直、蛇形管调直架调直。
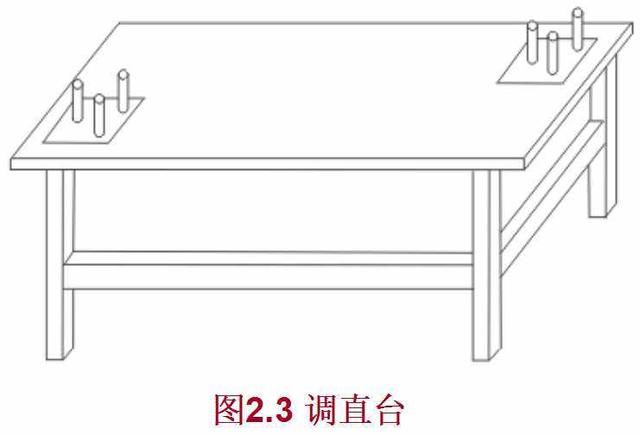
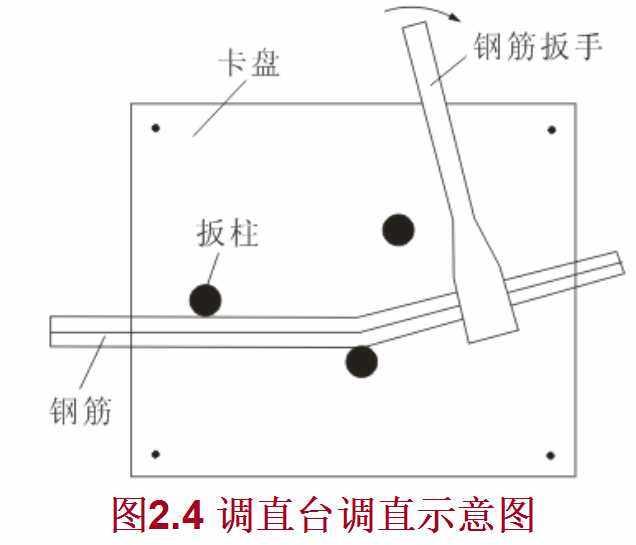
(1)调直台调直
调直台两端设有卡盘,卡盘上焊有扳柱。调直台与钢筋扳手配合使用,用于调直直径12mm以上的粗钢筋。其调直方法是将钢筋放在卡盘扳柱之间,把弯曲的地方对着扳柱,然后用钢筋扳手扳动钢筋使其平直。调直台与调直示意图如图2.3、图2.4所示。
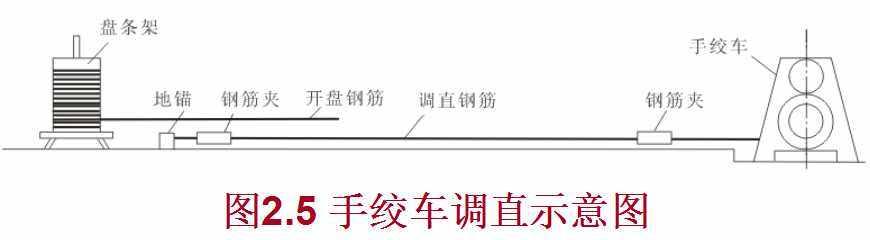
(2)手绞车调直
手绞车调直常用于调直直径10mm以下的盘圆钢筋。其操作方法是用手绞车将钢筋开盘至一定长度后剪断,将剪断处用夹具夹好挂在地锚上,连续摇动手绞车,即可调直钢筋。如图2.5所示。
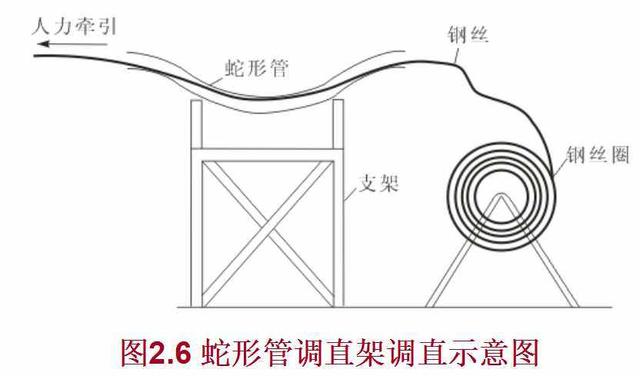
(3)蛇形管调直架调直
蛇形管调直架调直用于调直冷拔低碳钢丝。其操作方法是将钢丝穿过蛇形管用人力向前牵引,即可调直。若有局部缓弯处可用小锤敲直。如图2.6所示。
2.机械调直
机械调直常用的方法有钢筋调直机调直、卷扬机调直。
(1)钢筋调直机调直
钢筋调直机适用于调直直径不大于14mm的盘圆钢筋和冷拔钢筋,并且可以根据需要的长度对钢筋自动切断,在调直过程中可将钢筋表面的氧化皮、铁锈和污物除掉,起到除锈的作用。
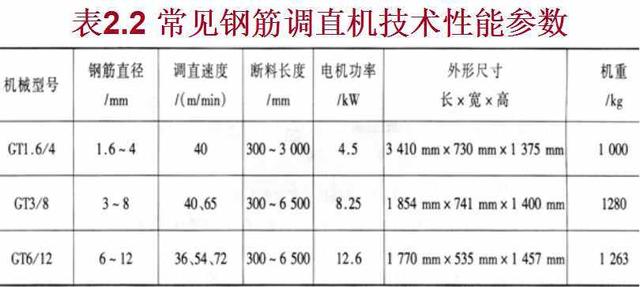
钢筋调直机的型号很多,目前常用的型号有GT1.6/4、GT3/8、GT6/12(型号标志中斜线两侧数字表示该型号调直机所能调直切断的钢筋直径的上、下限),其技术性能参数见表2.2。
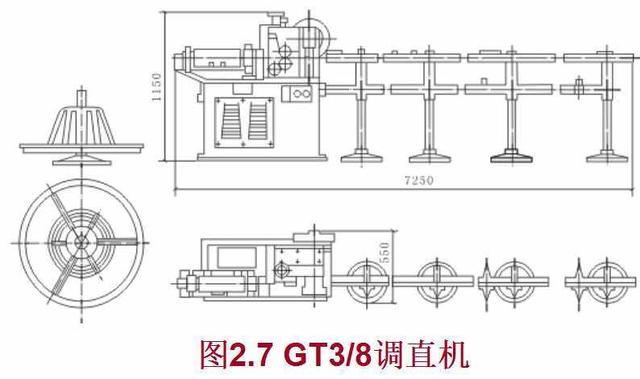
工地上常用的型号为GT3/8,其外形如图2.7所示。
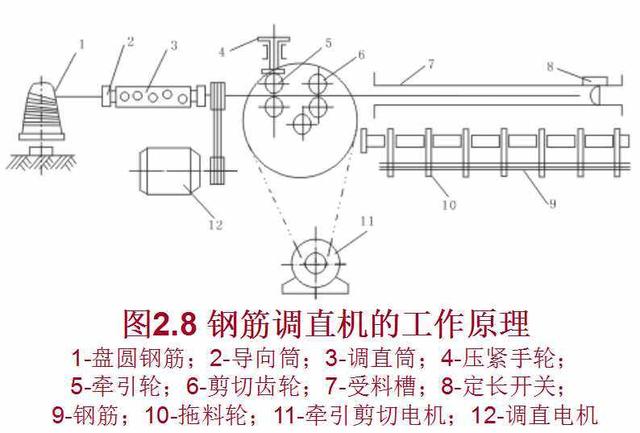
钢筋调直机主要是通过高速飞转的调直筒,带动调直块将钢筋连续地矫正调直。其工作原理如图2.8所示。
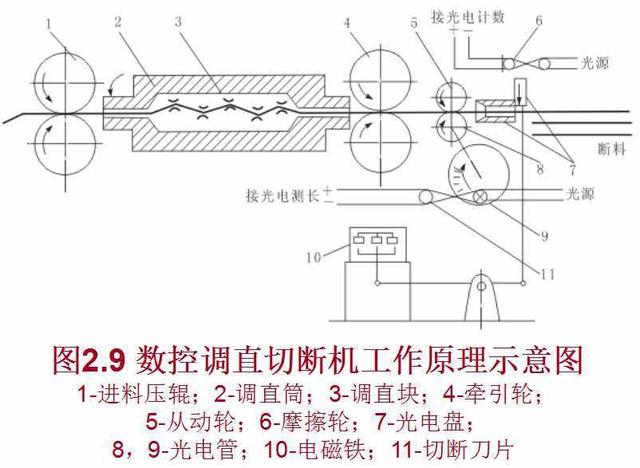
为提高工作效率和简化工序,在调直机调直的基础上增加切断功能,便得到了钢筋调直切断机。钢筋调直切断机能自动调直和定尺切断钢筋,并能清除钢筋表面的氧化皮和污迹,是常用的钢筋成型机械。特别是数控钢筋调直切断机,采用光电脉冲及计数原理,在调直机上加装有光电测长、根数控制、光电置零等装置,从而能自动控制切断根数以及自动停止运转,其工作原理如图2.9所示。
钢筋调直机操作时应注意以下事项:
①作业前先用手扳动飞轮,检查传动机构和工作装置,调整间隙,紧固螺栓,确认无误后启动空运转,检查轴承应无异响,齿轮啮合应良好,待运转正常后方可作业。
②在调直模未固定、防护罩未盖好前不可穿入钢筋,以防钢筋调直机启动后调直模甩出伤人。
③送料前应将不直的料头切去,在导向筒前部应安装一根1m左右的钢管,钢筋必须先穿过钢管再穿入导向筒和调直筒,以防钢筋调直机启动后钢筋接近调直完毕时甩出伤人。
④在钢筋上盘、穿丝和引头切断时应停机进行。当钢筋穿入后,手和牵引辊必须保持一定距离,以防手指卷入。
⑤开始切断几根钢筋后,应停机检查其长度是否合适。如有偏差,可调整限位开关或定尺板。
⑥机械运转中,严禁打开各部防护罩及调整间隙。如发现有异常情况,应立即停机检查,不可勉强使用。
⑦停机后,应松开调直筒的调直模使其回到原来位置,同时预压弹簧也必须回位。
⑧作业后,应将已调直切断的钢筋按规格、根数分成小捆堆放整齐,并清理现场,切断电源。
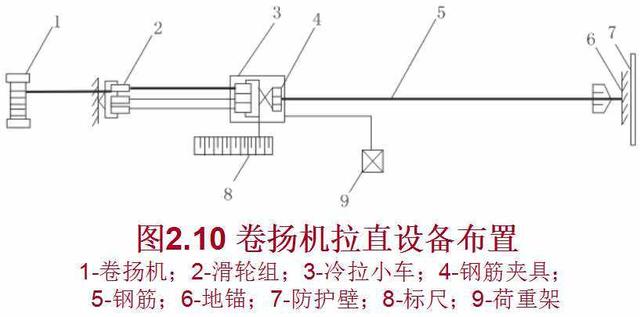
(2)卷扬机调直
卷扬机调直用于调直直径在10 mm以下的一级盘圆钢筋,并能同时完成调直、除锈、拉伸三道工序。该法设备简单,适用于施工现场或小型加工厂,其工作原理如图2.10所示。