本工艺标准适用于采用普通薄钢板,应用于一般民用与工业建筑除尘系统及锅炉除尘系统的除尘器制作与安装工程。
除尘器壳体拼接应平整,纵向拼缝应错开;法兰连接处及装有检查门的部位应严密。整体除尘器的漏风率,在设计工作压力下为5%,其中离心式除尘器为3%。
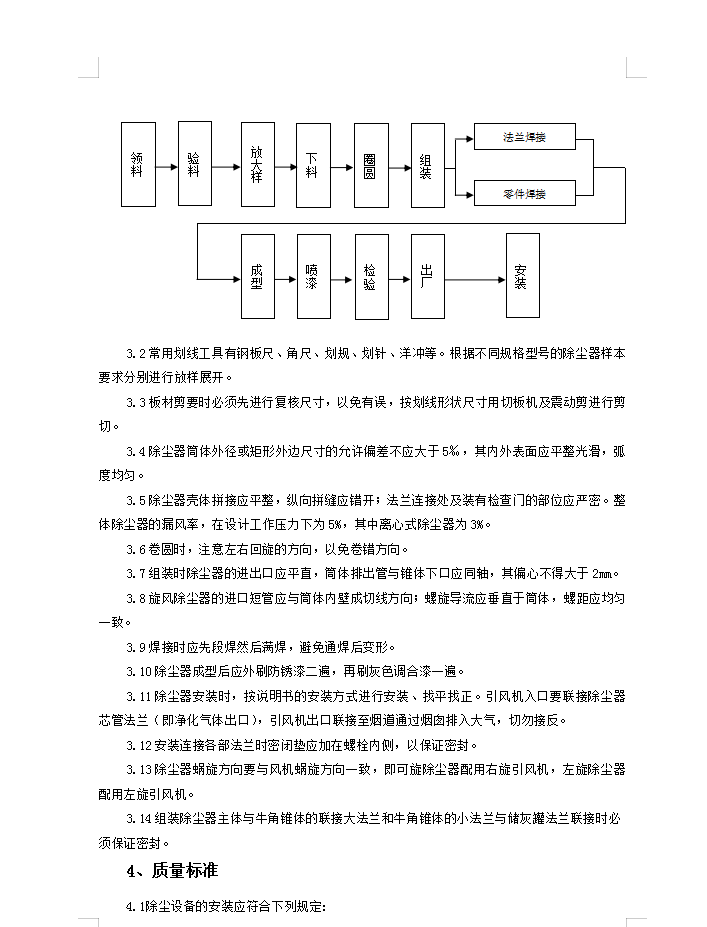
卷圆时,注意左右回旋的方向,以免卷错方向。
组装时除尘器的进出口应平直,筒体排出管与锥体下口应同轴,其偏心不得大于2mm。
旋风除尘器的进口短管应与筒体内壁成切线方向;螺旋导流应垂直于筒体,螺距应均匀一致。
焊接时应先段焊然后满焊,避免通焊后变形。
除尘器成型后应外刷防锈漆二遍,再刷灰色调合漆一遍。
除尘器安装时,按说明书的安装方式进行安装、找平找正。引风机入口要联接除尘器芯管法兰(即净化气体出口),引风机出口联接至烟道通过烟囱排入大气,切勿接反。
安装连接各部法兰时密闭垫应加在螺栓内侧,以保证密封。
除尘器蜗旋方向要与风机蜗旋方向一致,即可旋除尘器配用右旋引风机,左旋除尘器配用左旋引风机。
组装除尘器主体与牛角锥体的联接大法兰和牛角锥体的小法兰与储灰罐法兰联接时必须保证密封。