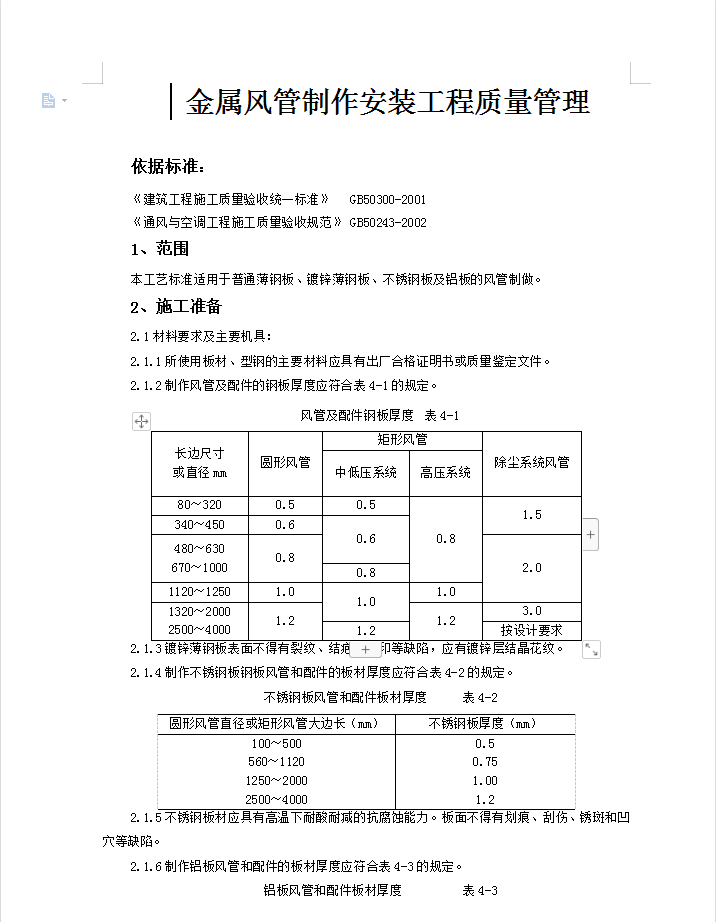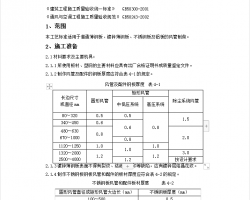
本工艺标准适用于普通薄钢板、镀锌薄钢板、不锈钢板及铝板的风管制做。
咬口时手指距滚轮护壳不小于5cm,手柄不准放在咬口机轨道上,扶稳板料。
咬口后的板料将画好的折方线放在折方机上,置于下模的中心线。操作时使机械上刀片中心线与下模中心线重合,折成所需要的角度。
折方时应互相配合并与折方机保持一定距离,以免被翻转的钢板或配重碰伤。
制作圆风管时,将咬口两端拍成圆弧状放在卷圆机上圈圆,按风管圆径规格适当调整上、下辊间距,操作时,手不得直接推送钢板。
折方或卷圆后的钢板用合口机或手工进行合缝。操作时,用力均匀,不宜过重。单、双口确实咬合,无胀裂和半咬口现象。
矩形风管边长大于或等于630mm和保温风管边长大于或等于800mm,其管段长度在1200mm以上时均应采取加固措施。边长小于或等于800mm的风管,宜采用楞筋、楞线的方法加固。
中、高压风管的管面长度大于1200mm时,应采用加固框的形式加固。
高压几管的单咬口缝应有加强措施。
风管的板材厚度大于或等于2mm时,加固措施的范围可适当放宽。
风管与法兰铆接前先进行技术质量复核,合格后将法兰套在风管上,管端留出10mm左右翻边量,管折方线与法兰平面应垂直,然后使用液压铆钉钳或手动夹眼钳用铆钉将风管与法兰铆固,并留出四周翻边。
翻边应平整,不应遮住螺孔,四角应铲平,不应出现豁口,以免漏风。
风管与小部件(嘴子、短支管等)连接处、三通、四通分支处要严密、缝隙处应利用锡焊或密封胶堵严以免漏风。使用锡焊、熔漏时锡液不许着水,防止飞溅伤人,盐酸要妥善保管。
风管喷漆防腐不应在低温(低于+5℃)和潮湿(相对湿度不大于80%)的环境下进行,喷漆前应清除表面灰尘、污垢与锈斑并保持干燥。喷漆时应使漆膜均匀,不得有堆积、漏涂、皱纹、气泡及混色等缺陷。
普通钢板在压口时必须先喷一道防锈漆,保证咬缝内不易生锈。