



第七章 工程质量控制的统计分析方法
第一节 质量统计基本知识
一、质量数据的收集方法
(一)全数检验
全数检验是对总体中的全部个体逐一观察、测量、计数、登记,从而获得对总体质量水平评价结论的方法。
(二)随机抽样检验
抽样检验是按照随机抽样的原则,从总体中抽取部分个体组成样本,根据对样品进行检测的结果,推断总体质量水平的方法。
抽样的具体方法有:
1.简单随机抽样
简单随机抽样又称纯随机抽样、完全随机抽样,是对总体不进行任何加工,直接进行随机抽样,获取样本的方法。
适用于——总体差异不大,或对总体了解甚少的情况。
2.分层抽样
分层抽样又称分类或分组抽样,是将总体按与研究目的有关的某一特性分为若干组,然后在每组内随机抽取样品组成样本的方法。
优点——对每组都有抽取,样品在总体中分布均匀,更具代表性。
适用于——总体比较复杂的情况。
工程质量控制用于:①研究混凝土浇筑质量时,可以按生产班组分组、或按浇筑时间(白天、黑夜;或季节)分组、②按原材料供应商分组后,再在每组内随机抽取个体。
3.等距抽样
等距抽样又称机械抽样、系统抽样,是将个体按某一特性排队编号后均分为n组,这时每组有K=N/n个个体,的方法。如在流水作业线上每生产100件产品抽出一件产品做样品,直到抽出n件产品组成样本。
4.整群抽样
整群抽样一般是将总体按自然存在的状态分为若干群,并从中抽取样品群组成样本,然后在中选群内进行全数检验的方法。如对原材料质量进行检测,可按原包装的箱、盒为群随机抽取,对中选箱、盒做全数检验;每隔一定时间抽出一批产品进行全数检验等。
由于随机性表现在群间,样品集中,分布不均匀,代表性差,产生的抽样误差也大,同时在有周期性变动时,也应注意避免系统偏差。
5.多阶段抽样
多阶段抽样又称多级抽样。上述抽样方法的共同特点是整个过程中只有一次随机抽样,因而统称为单阶段抽样。但是当总体很大时,很难一次抽样完成预定的目标。多阶段抽样是将各种单阶段抽样方法结合使用,通过多次随机抽样来实现的抽样方法。如检验钢材、水泥等质量时,可以对总体1万个个体按不同批次分为100群,每群100件样品,从中随机抽取8群,而后在中选的8群中的800个个体中随机抽取100个个体,这就是整群抽样与分层抽样相结合的二阶段抽样,它的随机性表现在群间和群内有两次。
二、 质量数据的特征值
(一)描述数据集中趋势的特征值
1.算术平均数
算术平均数又称均值,是消除了个体之间个别偶然的差异,显示出所有个体共性和数据一般水平的统计指标,它由所有数据计算得到的是数据的分布中心,对数据的代表性好。其计算公式为:
2.样本中位数
样本中位数是将样本数据按数值大小有序排列后,位置居中的数值。当样本数n为奇数时,数列居中的一位数即为中位数;当样本数n为偶数时,取居中两个数的平均值作为中位数。例:现有一组数据(已经排序):10,20,30,40,50,60,70,80,90共有9个数据,处于中间位置的是第5个数据,样本中位数即为:样本中位数= 50;如有一组数据(已经排序):10,20,30,40,50,60,70,80,90,100共有10个数据,取中间位置的是第5,6位数据的平均值55,作为中位值,样本中位数即为:样本中位数=55;
(二) 描述数据离中趋势的特征值
1.极差R
极差是数据中最大值与最小值之差,是用数据变动的幅度来反映其分散状况的特征值。
2.标准偏差。
3.变异系数Cv
三、质量数据的分布特征
(一) 质量数据的特性
(二)质量数据波动的原因
质量特性值的变化在质量标准允许范围内波动称之为正常波动,是由偶然性原因引起的;若是超越了质量标准允许范围的波动则称之为异常波动,是由系统性原因引起的。
1.偶然性原因
在实际生产中,影响因素的微小变化具有随机发生的特点,是不可避免、难以测量和控制的,或者是在经济上不值得消除,它们大量存在但对质量的影响很小,属于允许偏差、允许位移范畴,引起的是正常波动,一般不会因此造成废品,生产过程正常稳定。通常把4M1E因素的这类微小变化归为影响质量的偶然性原因、不可避免原因或正常原因。
2.系统性原因
当影响质量的4M1E因素发生了较大变化,如工人未遵守操作规程、机械设备发生故障或过度磨损、原材料质量规格有显著差异等情况发生时,没有及时排除,生产过程则不正常,产品质量数据就会离散过大或与质量标准有较大偏离,表现为异常波动,次品、废品产生。这就是产生质量问题的系统性原因或异常原因。由于异常波动特征明显,容易识别和避免,特别是对质量的负面影响不可忽视,生产中应该随时监控,及时识别和处理。 第二节 调查表法、分层法、排列图法与因果图法
一、排列图法
1.排列图定义
排列图法是利用排列图寻找影响质量主次因素的一种有效方法。排列图又叫帕累托图或主次因素分析图。
组成——它是由两个纵坐标、一个横坐标、几个连起来的直方形和一条曲线所组成。实际应用中,通常按累计频率划分为(0%~80%)、 (80%~90%)、 (90%~100%)三部分,与其对应的影响因素分别为A.B.C三类。A类为主要因素,B类为次要因素,C类为一般因素。
二、因果分析图法
1.因果分析图的概念
因果分析图法是利用因果分析图来系统整理分析某个质量问题(结果)与其产生原因之间关系的有效工具。因果分析图也称特性要因图,又因其形状常被称为树枝图或鱼刺图。
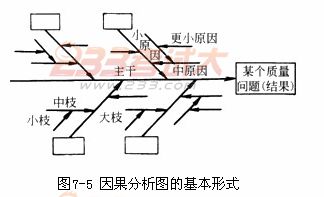
构成——从图7-5可见,因果分析图由质量特性(即质量结果指某个质量问题)、要因(产生质量问题的主要原因)、枝干(指一系列箭线表示不同层次的原因)、主干(指较粗的直接指向质量结果的水平箭线)等所组成 第三节 直方图法、控制图法与相关图法
一、直方图法
(一)直方图的用途
直方图法即频数分布直方图法,它是将收集到的质量数据进行分组整理,绘制成频数分布直方图,用以描述质量分布状态的一种分析方法,所以又称质量分布图法。
作用——①通过直方图的观察与分析,可了解产品质量的波动情况,掌握质量特性的分布规律,以便对质量状况进行分析判断。
②可通过质量数据特征值的计算,估算施工生产过程总体的不合格品率,评价过程能力等。
二、控制图法
(一)控制图的定义及其用途
1.控制图的定义
控制图又称管理图。它是在直角坐标系内画有控制界限,描述生产过程中产品质量波动状态的图形。利用控制图区分质量波动原因,判明生产过程是否处于稳定状态的方法称为控制图法。
2.控制图的用途
控制图是用样本数据来分析判断生产过程是否处于稳定状态的有效工具。它的用途主要有两个:
(1)过程分析,即分析生产过程是否稳定。为此,应随机连续收集数据,绘制控制图,观察数据点分布情况并判定生产过程状态。
(2)过程控制,即控制生产过程质量状态。为此,要定时抽样取得数据,将其变为点子描在图上,发现并及时消除生产过程中的失调现象,预防不合格品的产生。
(二)控制图的种类
1.按用途分析
(1)分析用控制图。分析生产过程是否处于控制状态;连续抽样。
(2)管理(或控制)用控制图。用来控制生产过程,使之经常保持在稳定状态下;等距抽样。
2.按质量数据特点分类
(1)计量值控制图
(2)计数值控制图
(三)控制图的观察与分析
当控制图同时满足以下两个条件:一是点子几乎全部落在控制界限之内;二是控制界限内的点子排列没有缺陷。我们就可以认为生产过程基本上处于稳定状态。如果点子的分布不满足其中任何一条,都应判断生产过程为异常。
第四节 抽样检验方案
一、抽样检验方案类型
(一)抽样检验方案的分类
(二)常用的抽样检验方案
1.标准型抽样检验方案
(1)计数值标准型一次抽样检验方案
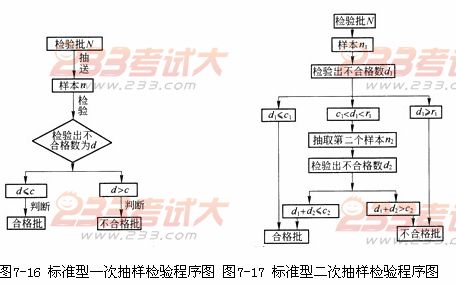
计数值标准型一次抽样检验方案是规定在一定样本容量n时的最高允许的批合格判定数c,记作(n,c),并在一次抽检后给出判断检验批是否合格的结论。c也可用Ac表示。c值一般为可接受的不合格品数,也可以是不合格品率,或者是可接受的每百单位缺陷数。若实际抽检时,检出不合格品数为d,则当:
d≤c时,判定为合格批,接受该检验批;
d>c时,判定为不合格批,拒绝该检验批。
(2)计数值标准型二次抽样检验方案
计数值标准型二次抽样检验方案时规定两组参数,即第一次抽检的样本容量n1时的合格判定数c1(只要不合格品数小于等于c1就可判定检验批为合格)和不合格判定数r1(只要不合格品数大于等于r1就可判定检验批为不合格)(c1<r1);第二次抽检的样本容量n2时的合格判定数c2.在最多两次抽检后就能判断检验批是否合格的结论。其检验程序是:
第一次抽检n1后,检出不合格品数为d1,则当:
dl≤cl时,接受该检验批;
dl≥r1时,拒绝该检验批;
c1<d1<r1时,抽检第二个样本。
第二次抽检n2后,检出不合格品是为d2,则当:
d1+d2≤c2时,接受该检验批;d1+d2>c2时,拒绝该检验批。
(3)多次抽样检验方案(略)
二、抽样检验方案参数的确定
第一类错误是当p=p0时,以高概率L(p)=1-α接受检验批,以α为拒收概率将合格批判为不合格。由于对合格品的错判将给生产者带来损失,所以关于合格质量水平p0的概率α,又称供应方风险、生产方风险等。
第二类错误是当p=p1时,以高概率(1-β)拒绝检验批,以β为接受概率将不合格批判为合格。这种错误是将不合格品漏判从而给消费者带来损失,所以关于极限不合格质量水平p1的概率β,又称使用方风险、消费者风险等。
(一)确定α与β
如前所述,α是生产者所要承担的风险,β是使用者所要承担的风险;生产者特别要防止质量合格的产品错被拒收;反之,使用者则力求避免或减少接收质量不合格的产品,双方都希望尽量减小自己的损失。要绝对避免这两种错判是不可能的,片面强调某一方的利益也是不对的。一个合理有效的抽样检验方案应该是将两类风险都控制在一个适当小的范围内,尽量减少所带来的损失。
为了保护消费者和生产者的利益,一般都有一定的规定和标准,也可以双方协商确定。《建筑工程质量验收统一标准》中的规定是:在抽样检验中,两类风险一般控制范围是α=1%~5%;β=5%~10%.对于主控项目,其α、β均不宜超过5%;对于一般项目,α不宜超过5%,β不宜超过10%.




