工程简况:本工程为热网一期工程,主干线********供热管道全长4300米左右。供热管道输送介质为过热蒸气:设计压力为0.98Mpa,设计温度为300○C,最大流量为30t/h,蒸气管道分别选用φ529*8、φ478*8、φ377*8、城市供热用螺旋埋弧焊钢管和φ237*8、无缝钢管输送。
管架基础:建筑安全等级为二级,结构重要性系数为1.0,地震烈度为小于6度,合理使用年限50年。
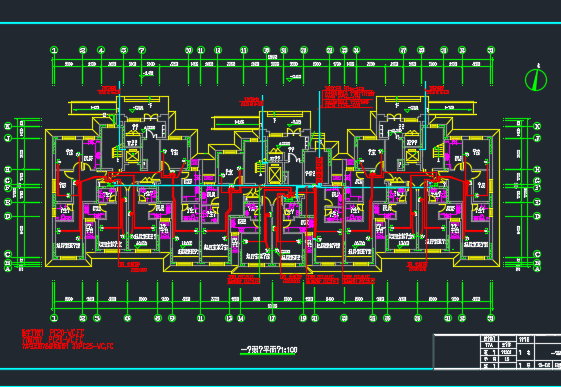
管道敷设:采取低支墩、中支架和高支架三种形式。蒸气管道的热补偿采用复式 大拉杆横向型波纹补偿器,管道转弯等处采用自然补偿的方法。
管材选用:蒸气管道、管材全部采用20#钢,无缝钢管采用GB8163-87标准号螺旋缝埋弧焊钢管,采用CJ/3022-93 标准号。
安装要求:大拉杆横向型波纹补偿器必须按图纸要求冷紧量进行预拉伸安装。使用大拉杆横向型波纹补偿器管段必须按图纸所注管架位置安装导向支座一确保管道同心度。疏放水系统架空管道疏放水装置,疏放水点由平面图所注管架位置安装。根据现场实际情况将凝结水排至附近水沟或下水道。
管道保温:蒸气管道保温材料采用r=120KG/M3 岩棉管壳根据保温厚度分二层错缝包扎,里层和外层厚度相同。保护层选用石油毛毡和δ=0.5mm 铝皮,或者δ=0.3mm 绿色彩钢板。
焊接要求:钢管焊接采用氩弧打底电焊盖面的焊接工艺。所有支座的加工和安装,均采用手工电弧焊。所有焊接均应满焊、滑动支座、导向支座的焊接高度与被焊件最小厚度相同、固定支座的焊接高度为10MM,电焊条(GB985-88)采用E4303型。
施工要求:管道无损探伤采用X 射线拍片。焊接内外部质量应符合GB50236-98《现场设备、工业管道焊接工程施工及验收规范》Ⅲ级焊接质量标准。拍片抽查数量不少于CJJ28-89 有关规定,本设计要求拍片抽查比例为10%。管道安装探伤完毕以后应进行强度试验验收应达到现行规范CJJ28-89 和GB50235-97 的要求。蒸气管道进行强度试验,水压强度试验压力为1.92Mpa。稳压1 小时,以压力不降,无渗漏为合格。
在试压合格后,用压力大于0.1 Mpa 和流速大于30 米/秒的蒸气进行吹扫。在排气口用木板版检查,如连续5 分钟内木板上无赃物为合格。
现场施工时,按《城市热力网设计规范》CJJ34-90 第7.2.7条和第7.2.15 条保证蒸气管道与建构筑物,其它专业管线之间的净距。