摘 要 介绍了冷轧薄板的主要性能指标及其与冲压成形性能之间的关系,通过试验,探讨了冷轧压下率对冷轧板冲压成形性能的影响。结果表明, 3•5mm厚低碳铝镇静钢热轧板冷轧时,压下率对常规力学性能(ReL、Rm、A80)及n值无明显影响,而对r值有显著影响。3•5mm厚热轧卷较适合轧制0•6~1•0mm厚规格冷轧板,可获得较高冲压成形性能。
关键词 冷轧压下率 冲压成形 冷轧薄板
1 前言
鄂钢冷轧薄板厂于2007年投产,设计年产量为60万,t其中镀锌卷25万,t冷轧卷35万t。主要装备有:推拉式酸洗机组、1500mm六辊双机架可逆式轧机、全氢罩式退火炉、连续热镀锌机组、平整机组及重卷机组等。由于需要外购热轧卷,为方便采购其厚度只有几种典型尺寸。虽然只需改变轧制压下率便可生产不同规格的冷轧冲压板,但轧机产能和产品性能受到影响,故本文重点探讨了冷轧压下率对冷轧板冲压成形性能的影响,为优化排产提供理论依据。
2 冷轧板主要性能指标
1)屈服强度ReL屈服强度ReL表示材料产生屈服时的最小应力。ReL越小材料越容易加工成形,成形后回弹也越小,贴模性和定形性较好。
2)抗拉强度Rm抗拉强度Rm表示薄板材料在单向拉伸条件下所能承受的最大应力值,是材料的重要力学性能指标,是设计与选材的主要依据;其值越大,冲压成形时零件危险断面的承载能力越高,其变形程度越大;在与成形性能有关指标基本相同时,Rm越大材料综合成形性能越好。
3)伸长率A伸长率A表示薄板材料在单向拉伸条件下试样被拉断后,原始标距的伸长与原始标距的百分比。一般情况下,A越大,材料允许的塑性变形程度也越大,综合成形性能越好。
4)塑性应变比r塑性应变比r指单向拉伸变形时试样宽度方向的真实应变与厚度方向的真实应变之比。当r>1时,材料在宽度方向收缩比厚度方向变薄更容易,拉伸毛坯的径向收缩不容易起皱,并且拉力也小,传力区不容易拉破。
5)应变硬化指数n应变硬化指数n是金属薄板在塑性变形过程中,形变强化能力的一种量度。n值与失稳极限应变有关,所以在冲压成形中n值是一个极为重要的参数指标, n值大不仅能提高材料局部应变能力,即增大失稳极限应变,而且能使应变分布趋于均匀化,提高材料成形时的总体成形极限。在以拉伸为主的材料成形时, n值小的材料由于变形不均匀,变形的部位不能迅速硬化,易产生裂纹。以冲压为主的材料成形时, n值大的材料应变均化能力强,危险断面的承载能力高。
3 试验方法
3. 1 试验材料
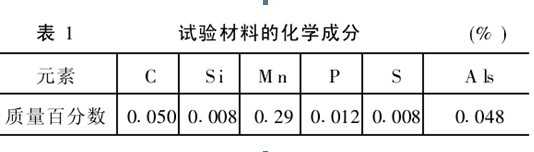
试验材料为武钢产3•5mm厚热轧卷,热轧生产主要工艺参数为:加热温度1250℃,终轧温度880℃,卷取温度580℃。试验材料的化学成分见表1。
3. 2 试验过程
将3•5mm厚的热轧卷,首先经推拉式酸洗(酸洗液为盐酸),清除表面氧化层及油污,然后经1500mm六辊双机架可逆轧机轧制6道次,分别轧制成0•4mm、0•6mm、0•7mm、0•8mm、1•0mm和1•5mm厚度规格轧硬卷,具体见表2。

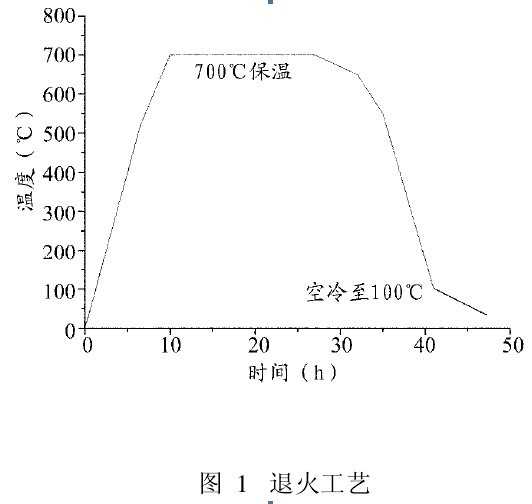
将6种不同厚度规格的轧硬卷按同一退火工艺制度经全氢罩式退火炉退火,退火工艺如图1所示。退火后的钢卷,在四辊平整机组上进行平整,其延伸率为0•9%,最后进行重卷,并取样进行分析。
4 试验结果和分析
4. 1 力学性能
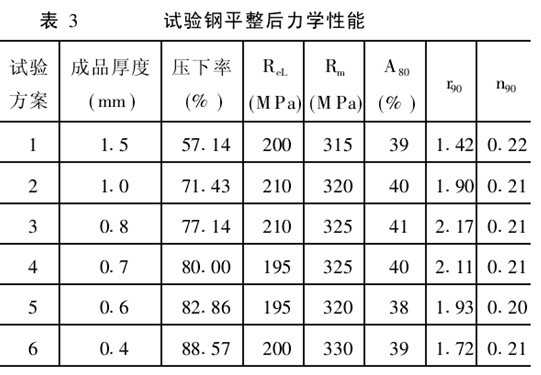
平整后冷轧带钢力学性能见表3。
4. 2 压下率对力学性能及n值的影响
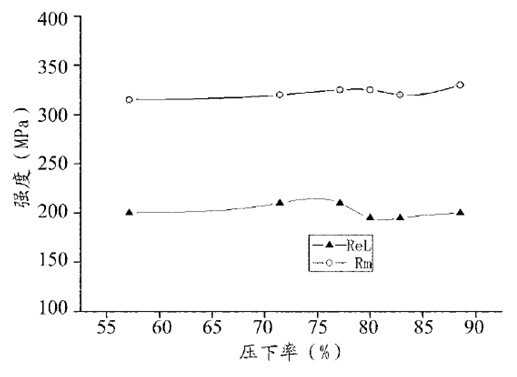
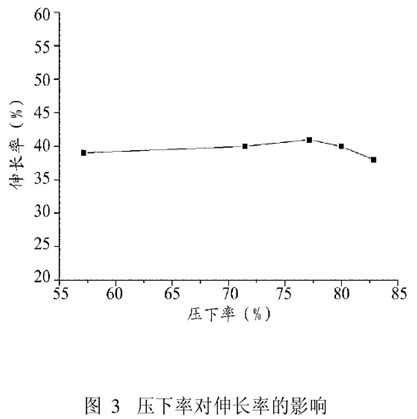
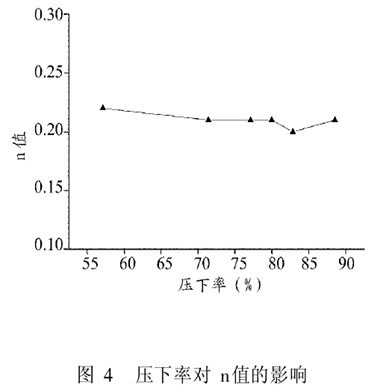
从表3及图2、3、4可见,当冷轧压下率由57•14%增大到88•57%时,屈服强度在195MPa~210MPa范围内变化,抗拉强度在315MPa~330MPa范围内变化,伸长率在38% ~41%范围内变化, n值在0•20~0•22范围内变化,说明随冷轧压下率的变化,ReL、Rm、A80及n值均无明显变化。
4. 3 压下率对r值的影响
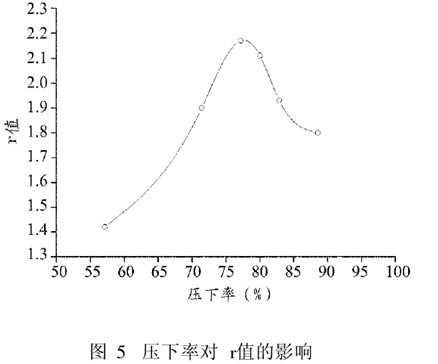
冷轧压下率对r值的影响见图5。由图5可见,随着冷轧压下率的增大, r值呈增大趋势,当压下率增大到77•14%左右时, r值出现峰值,然后随着压下率的增大, r值呈下降趋势。
4. 4 讨论
冷轧成品带钢r值的大小由冷轧板的各向异性,即织构所决定。Daniel采用RC变形模型计算了同一体积百分量的不同织构时低碳铝镇静钢冷轧板的r值,其分析结果如表4所示。由表4可以看出,{111}织构组分可以获得较大的r值和很小的△r值,是理想的有利织构。轧制3•5mm厚热轧板时,随着冷轧压下率的增大, {111}织构组分增强速度较强,当压下率达77•14%时,达峰值。然后随着压下率增大, {111}织构组分增强速度减弱, {112}〈110〉织构明显增强, {110}〈001〉织构明显减弱。三者综合作用,其结果是r值在压下率达77•14%时,出现峰值。

5 结论
1)对于低碳铝镇静钢,冷轧压下率对常规力学性能(ReL、Rm、A80)及n值无明显影响,而对r值有显著影响;2)随着冷轧压下率的提高, r值会出现峰值,3•5mm厚热轧板在冷轧压下率达77•14%时出现峰值3)3•5mm厚热轧卷较适合轧制0•6~1•0mm厚规格冷轧板,可获得较高冲压成形性能。